Post Processor Capabilities
Everything Your Multus Can Do — Posted From Fusion
One post processor covers the full range of Multus U-series operations. No manual G-code editing, no patching together multiple posts.
⚙
Turning
Full turning operations on both main and sub spindle with automatic spindle selection and handoff.
⚖
Full 5-Axis Milling
Simultaneous 5-axis milling on both main and sub spindle — positioned and continuous, live tooling included.
⇄
Part Transfer
Automated part transfer between main and sub spindle — machine the front, transfer, and finish the back in one setup.
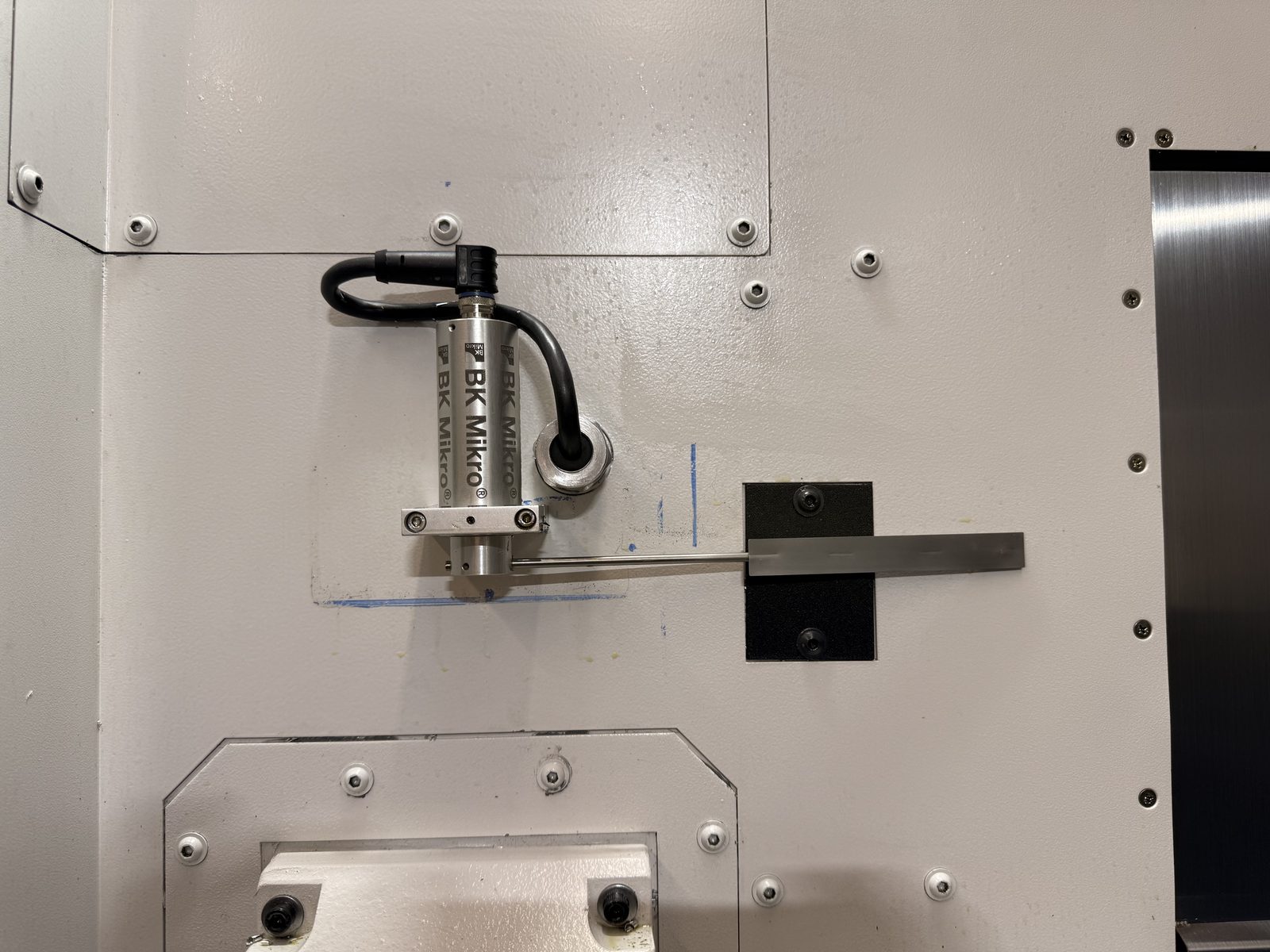
⚠
Tool Break Detection
BK Micro tool break detection integrated into the post — catch a broken tool before it damages your part or machine.
📌
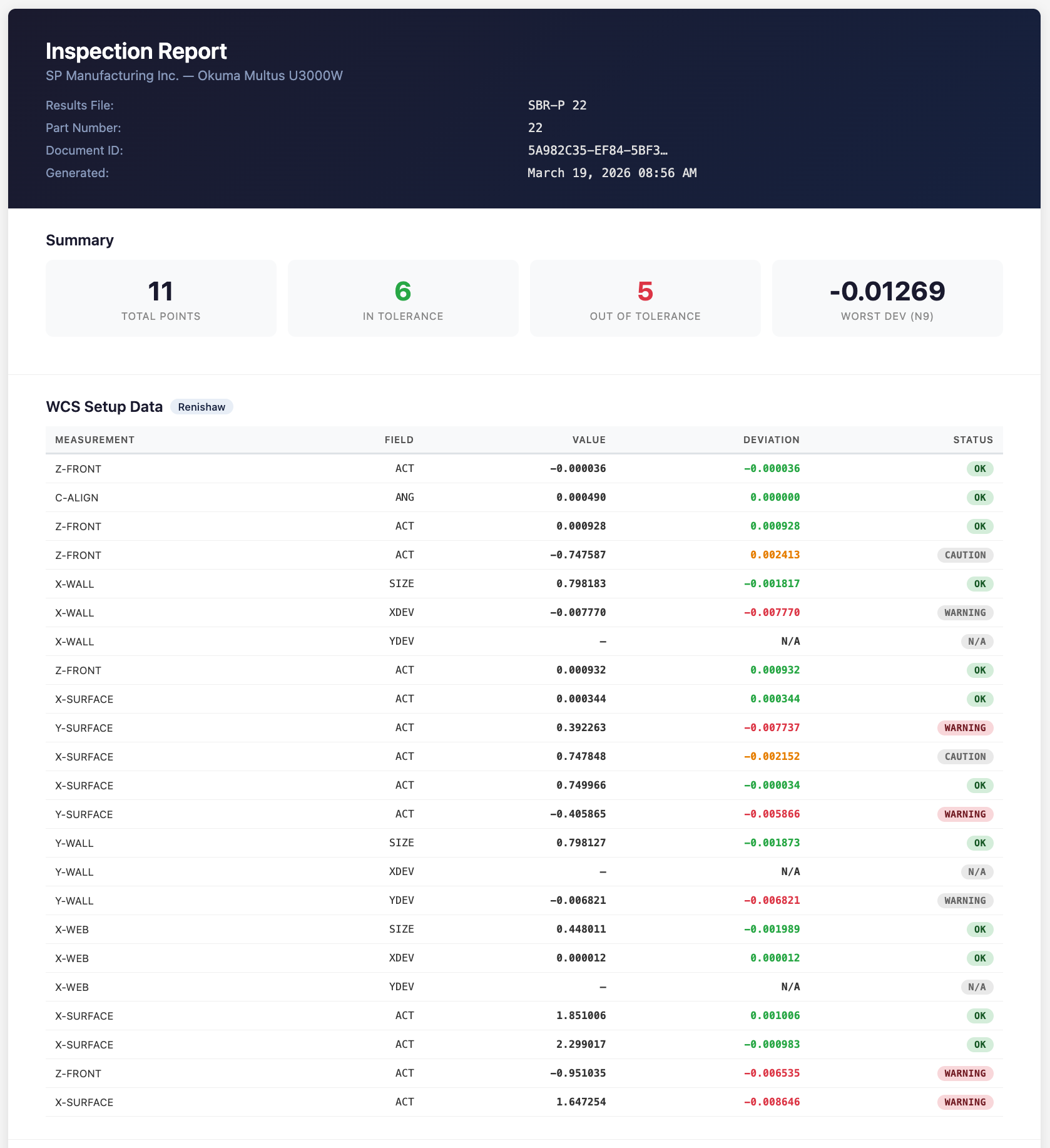
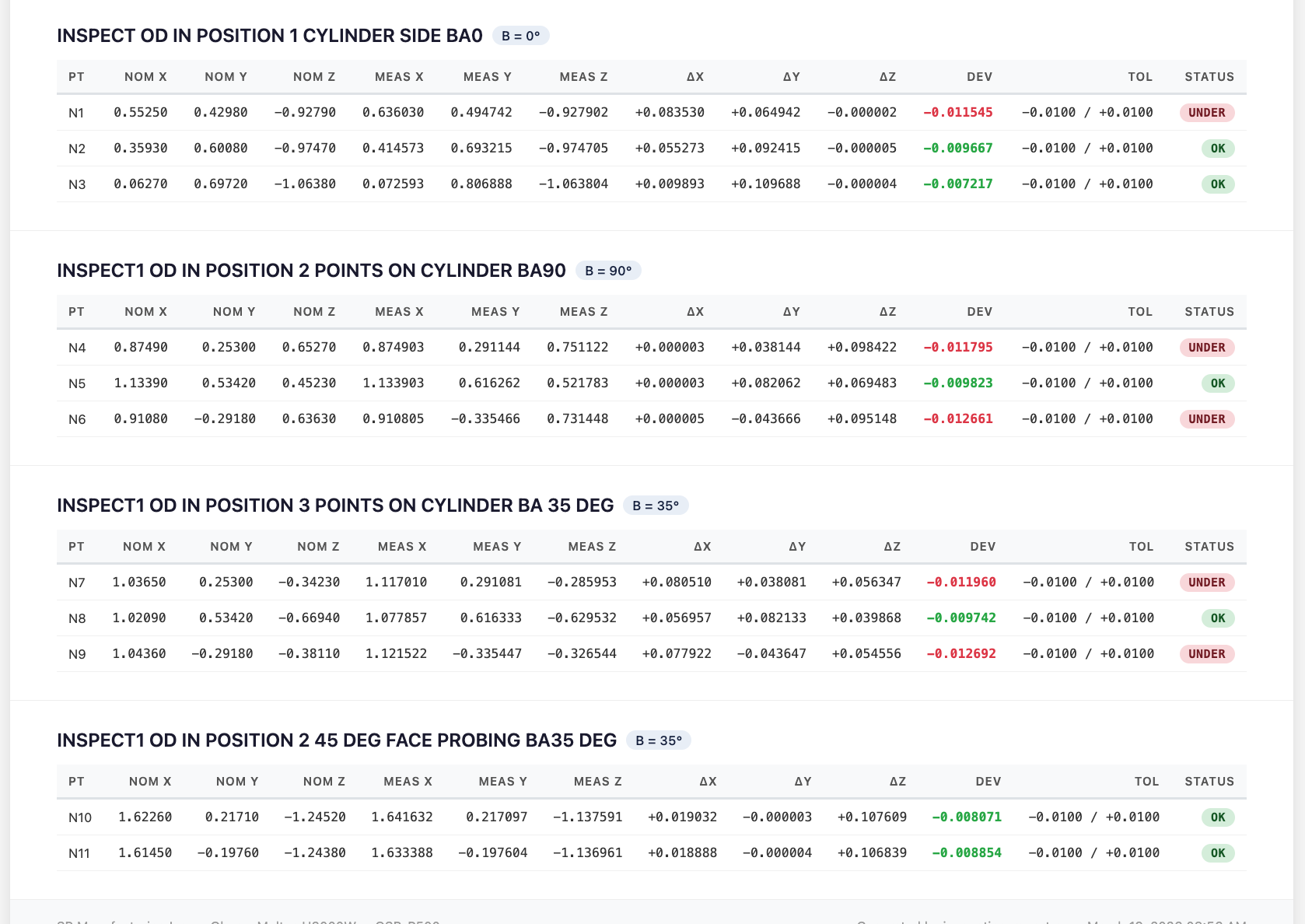
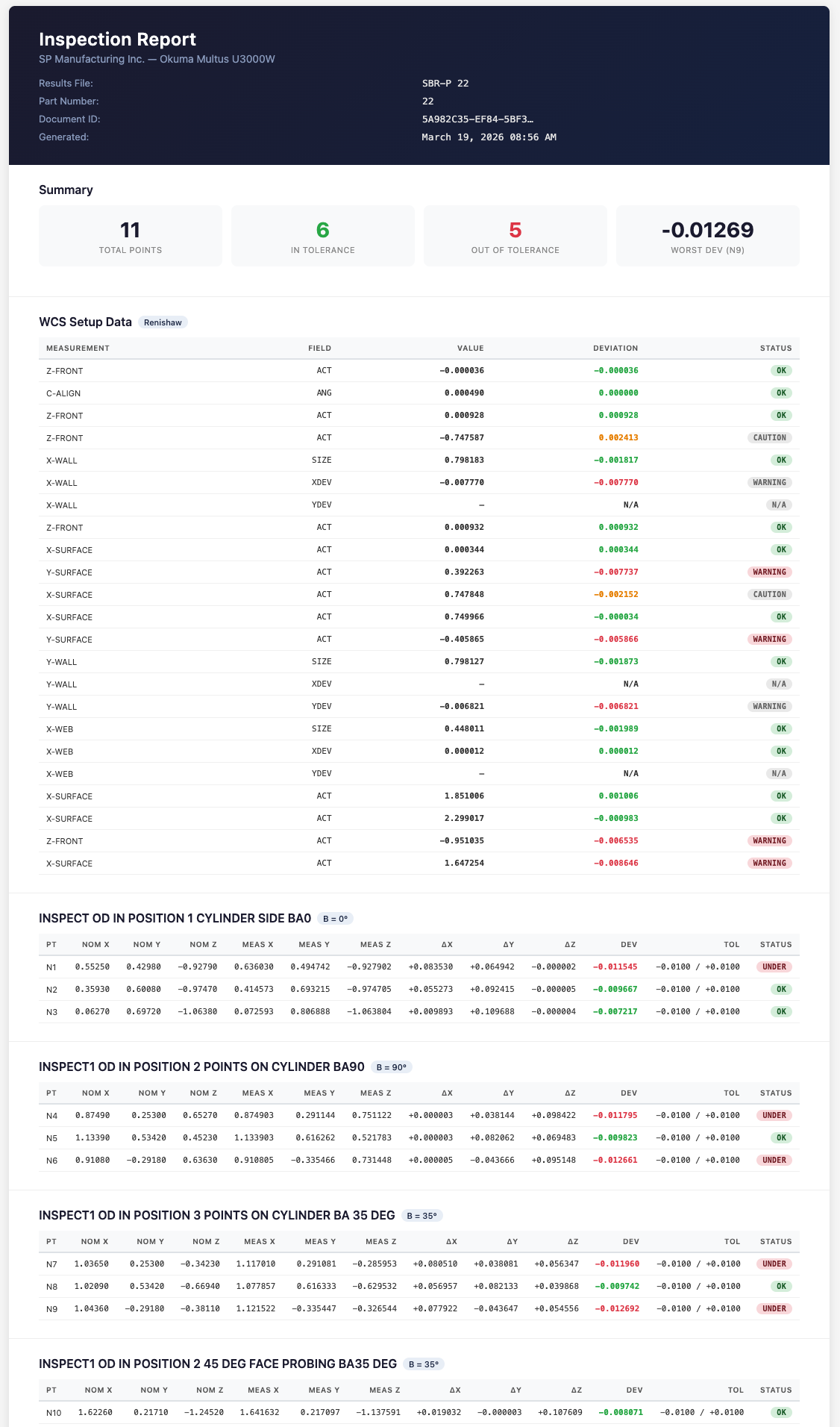
Renishaw Probing
Full Renishaw inspection probing cycles posted directly from Fusion — measure features, log results, and generate reports.
🎯
WCS Probing
Probe to establish and update work coordinate systems — align your part automatically before cutting.
🔧
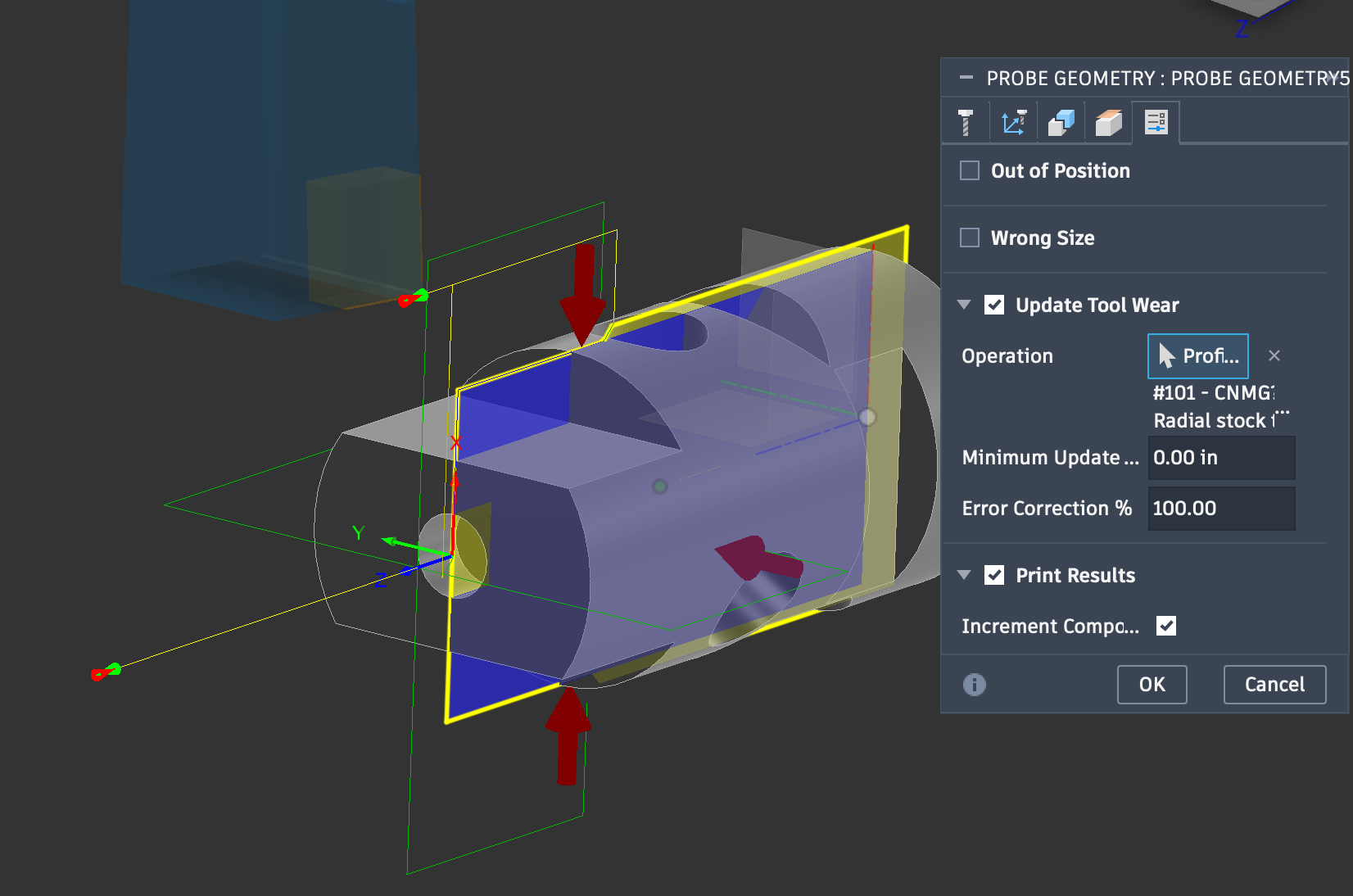
Turning Wear Comp
In-process measurement with automatic cutter wear offset adjustment — rough, measure, compensate, finish to final size.
🛠
Milling Cutter Comp
Same closed-loop process for milling — probe, measure deviation, adjust cutter compensation, and recut to hit your tolerance.
📈
Fusion Inspect Surface
Renishaw probe-based surface inspection posted from Fusion — results imported back and projected onto the 3D model for visual deviation analysis.


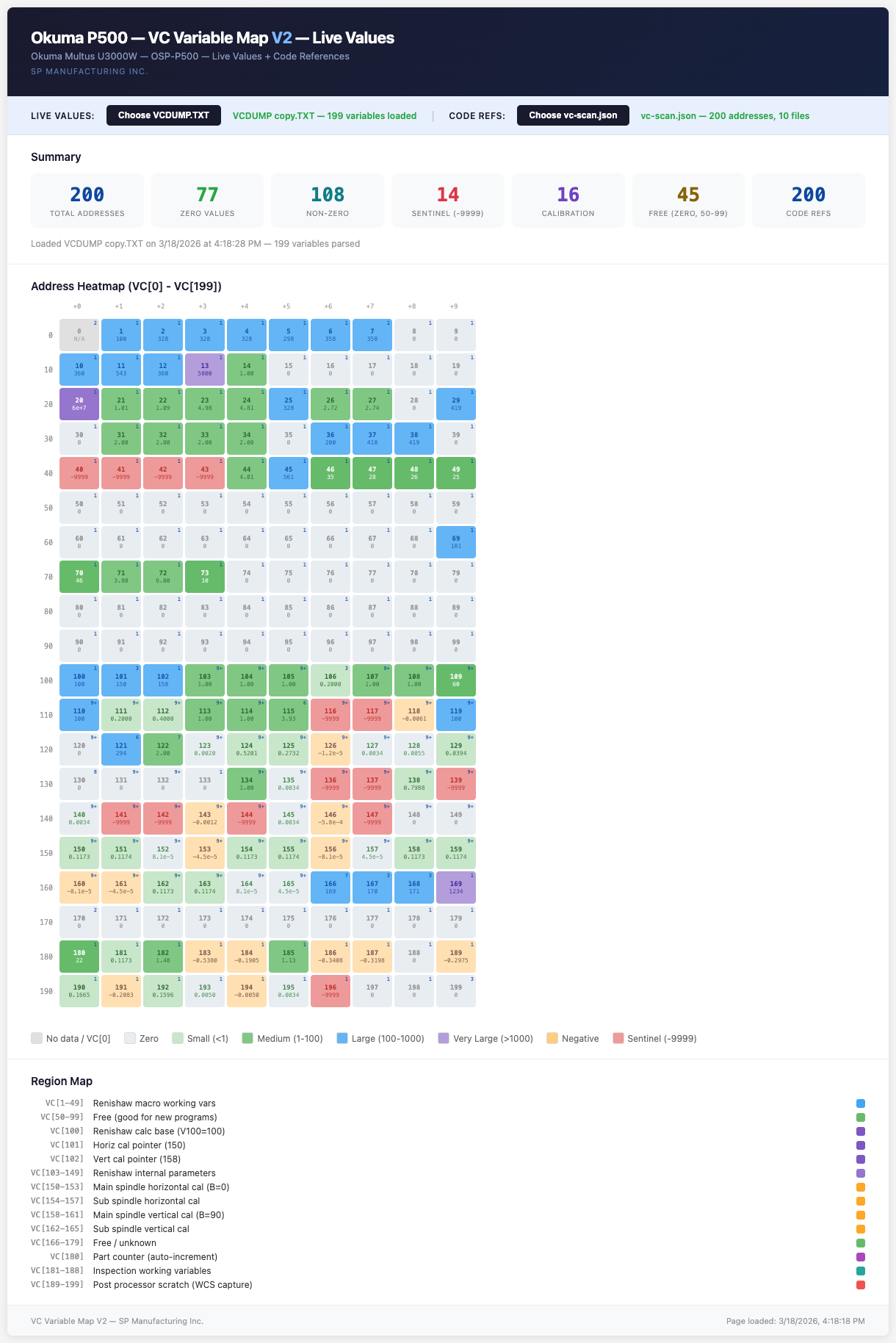
![Variable Mapper dashboard showing summary stats and address heatmap for VC[0] through VC[99]](images/dashboard-amp-summary-stats.png)
![Color-coded heatmap showing variable ranges from VC[100] through VC[199] with legend](images/color-coded-heatmap.png)